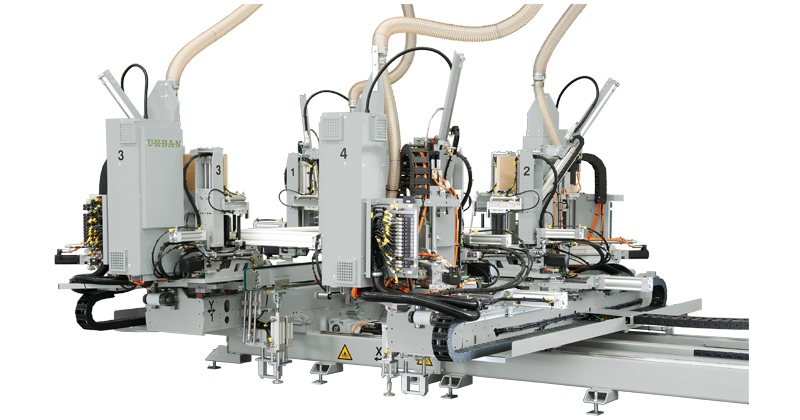
Uruchomienie kolejnego Schirmera w EKO-OKNA.
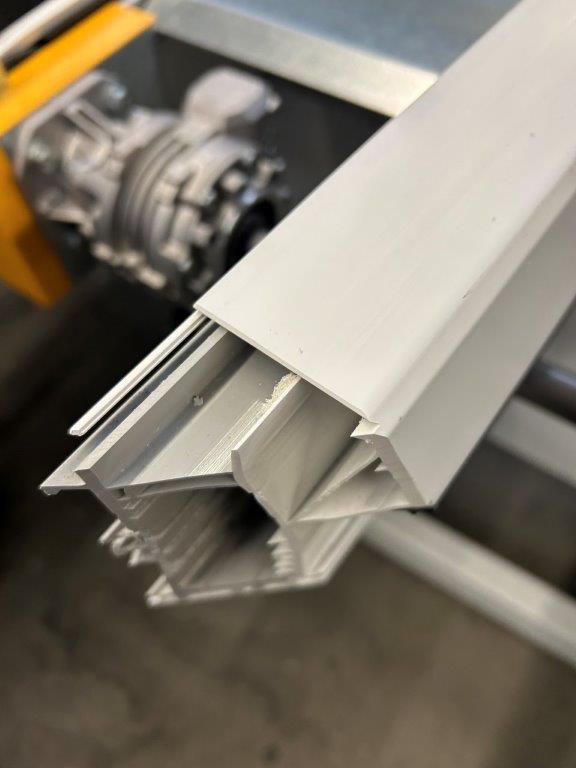
W urządzeniu tym nowością jest sposób przygotowywania profili pod HFL! Żeby znacząco zwiększyć wydajność maszyny obróbki końców profili do HFL wykonywane są aż w trzech miejscach: (1) na module obróbczym G za pomocą freza palcowego Ø10 mm, następnie (2) na module cięcia za pomocą 4 osiowej piły tarczowej wykonywane są niektóre podcięcia i (3) na dwóch modułach [prawy/lewy] za pomocą zespołów frezujących. Nowością jest też to, że zespoły frezujące na stacjach frezowania od razu wykonują frezowanie uszczelki, czyli nie ma konieczności zmiany narzędzi - znowu zwiększenie wydajności! Poza tym, po raz pierwszy w maszynie dostarczanej do EKO-OKIEN zostało zaimplementowane centrum cięcia wzmocnień stalowych: do każdego elementu profila wyjeżdżającego na dynamiczny bufor poprzeczny, podjeżdża już gotowa, właściwa, ucięta na odpowiedni wymiar stal.
Żeby ograniczyć czynności wykonywane przez operatorów, pomiędzy stołem załadowczym, a modułem obróbczym G, zainstalowano automatyczną etykieciarkę, która sama nakleja etykiety na profile!
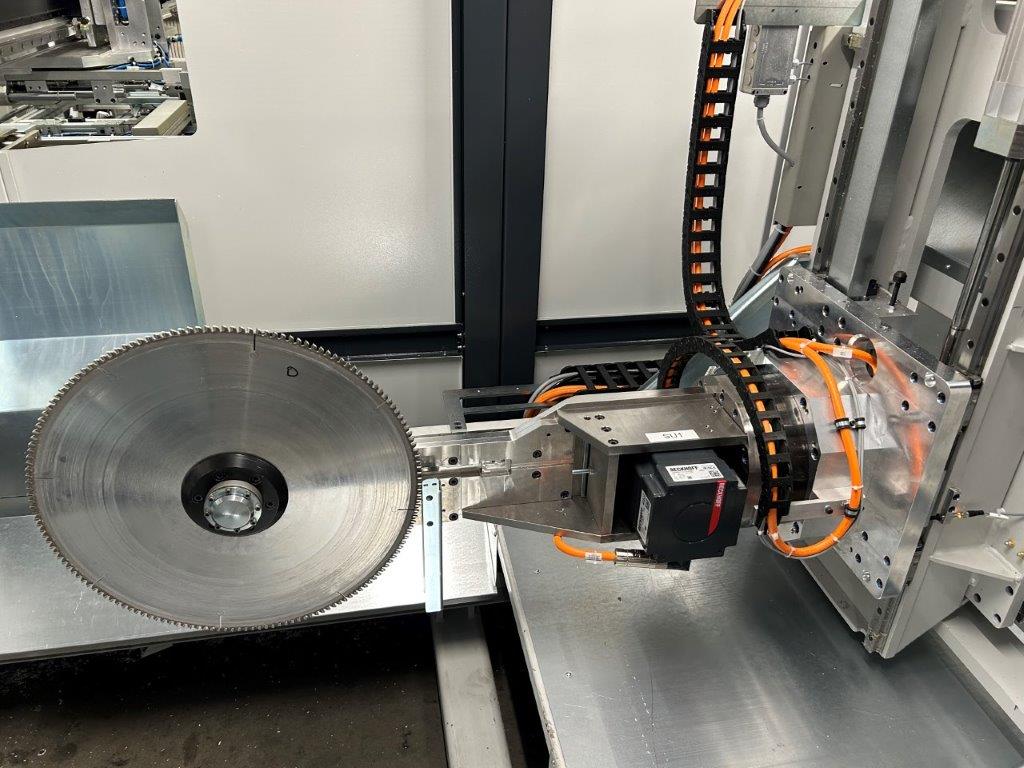
Czteroosiowa jednostka tnąca w zakresie 45˚ - 135˚ regulowana przez serwonapęd osi X, Y, Z i A z średnicą tarczy 600 mm, wykonuje cięcia 45˚, 90˚, cięcia V przy profilu ramy i jednostronnie przy słupku oraz co najważniejsze czołowe cięcia HFL!
Jak we wszystkich maszynach zainstalowanych w EKO-OKNACH, również i ta będzie posiadać program BDE/BDA pozwalający monitorować: liczbę wyprodukowanych elementów, komunikaty użytkownika i maszyny, komunikaty o braku materiału na stole załadowczym, komunikaty o pełnym stole odbiorczym – przestój, komunikaty o potrzebie konserwacji, czasy awarii i konserwacji maszyny oraz analizę danych!
Poniżej parę zdjęć z naszej wspólnej wizyty w Schirmer, oraz krótki filmik ukazujący działanie centrum: